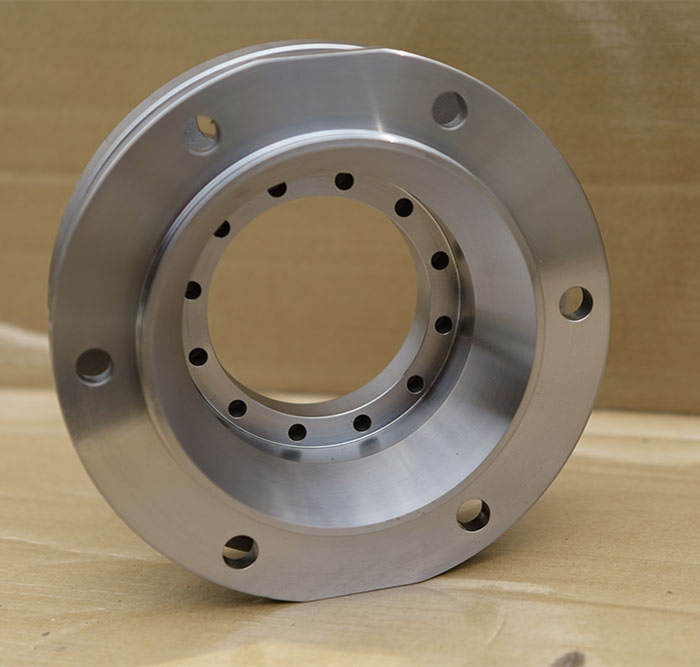
| 你知道大型法兰的设计要求是什么吗?接下来小编就简单给大家介绍一下。 1、工装设计制造 大型法兰由2块互成900的装夹底板,2块法兰托板和2块立板及4块加强筋板组焊而成。为保证工装的刚度,相连板块焊缝应开坡口焊透,焊角高20―30mm。在法兰托板上钻有相应的螺栓孔,保证法兰能与法兰托板用螺栓准确连接,小端法兰背面与托板之间留有能放入小型手动千斤顶的空隙,同时按顺着立板方向在法兰托板上开出缺口,以便将弯头装入工装之中,采用较厚钢板制成近似槽型结构的工装,能够满足切削时对刚性的需求。 2、工装性能要求 大型法兰的2个法兰面是相互垂直的,而立式车床的工作台是水平回转的,所以该工装的主要功能是利用大端法兰上的螺栓孔把工装与法兰连接在一起。工装装夹在工作台上时应保证被加工的法兰平面与立式车床工作台同心并平行,为减少工装数量,该工装应能变换装夹位置,保证在1个工装上能加工弯头2端大小法兰。同时该工装必须具备足够的刚度,否则将严重影响法兰密封环槽的加工质量,所以在满足使用情况下,应尽量降低工装的高度,这样能提高刚度便于操作。该工装与大型法兰固定后回转半径不应超过立车的工作半径,并能方便装夹易于调整,方便进刀切削。 大型法兰 3、工装刚度校验 槽型结构悬臂梁受力模型车削时受力发生弯曲和扭转,应校验其挠度和转角。通过以上校核,最大挠度7.27×lO-7m和最大转角8.969×10-5都是极小的变形,并在相关部位又增加了加强筋等,刚度远超计算数值,刚度完全能满足切削力的要求,该工装与弯头法兰组合后最大回转直径为2.42 m<3.50 m(双柱立车回转直径),所以此工装理论上可行。 4、车削加工 加工大型法兰时,将底板向下调整装夹于立车工作台上,弯头法兰装人工装之中,大端法兰用螺栓与托板固定,保证法兰加工面与立车工作台同心且平行才能进行切削。加工小端法兰时将工装底板向下,装夹于立车工作台上,用6个手动小型千斤顶,将小端法兰背面和小托板之间顶紧后用螺栓将小端法兰与小托板固定,才能对小法兰进行切削,在切削找正装夹时应保证大小法兰的垂直度。 5、该大型法兰工装结构简单合理,制造方便、刚性好,加工时找正调整操作方便,完全满足了大型弯头法兰在立车上加工的需要加工出的3组弯头法兰全部合格,今后在没有端面加工机床的条件下,用立式车床加工同类部件开辟了一条新的途径。 |  微信二维码
微信二维码